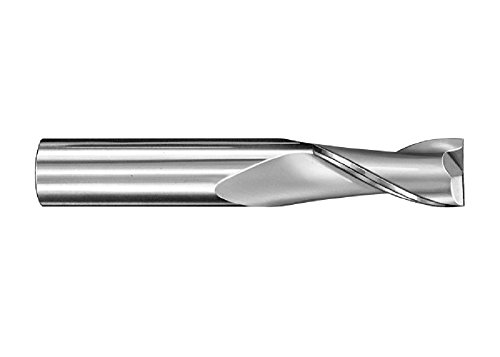
Pogodno za obradu opće namjene kaljenog i visokolegiranog čelika, lijevanog željeza i krom-nikl čelika. Duljina čepa povećava čvrstoću alata, smanjujući vjerojatnost loma u radnom komadu. Četiri utora pružaju bolju završnu obradu od manjeg broja utora. Premaz od Titan-aluminijevog nitrida (a-list) podmazuje krajnji mlin za stabilnost pri visokim temperaturama i otpornost na habanje pri velikim brzinama rezanja, pružajući bolju otpornost na toplinu od premaza od kositra i a-list. Karbidni čelik može raditi pri većim brzinama od čelika velike brzine ili kobalta, koji je otporan na habanje i visoke temperature rezanja. Karbidna glodalica s kvadratnom glavom od 9 do 1 do 5245 inča ima četiri utora, središnju strukturu rezanja i spiralni kut od 30 stupnjeva za obradu kaljenog i visokolegiranog čelika opće namjene, lijevanog željeza i krom-nikla. Duljina čepa povećava čvrstoću alata i smanjuje vjerojatnost loma u materijalu koji se obrađuje. Najbolje se koristi kada je dubina reza plitka. Četiri utora pružaju bolju završnu obradu od manjeg broja utora. Kvadratni kraj alata stvara oštre, nekružne rezove. Dizajn središnjeg rezanja ima rezne zube na kraju alata, tako da se može umetnuti u radni komad poput bušilice. Kut nagiba spirale od 30 stupnjeva pogodan je za primjenu opće namjene. To uravnotežuje čvrsti rezni rub s manjim kutovima za materijale koji se teško obrađuju i pojačano djelovanje rezanja s većim kutovima. Premaz Bucket bolje odolijeva toplini od premaza bucket i bucket, što povećava vijek trajanja alata i njegove performanse. Također ima povećanu tvrdoću u usporedbi s kositrom i može smanjiti potrebu za mazivima ovisno o primjeni. Karbidna podloga je tvrđa od čelika velike brzine ili kobaltnog čelika, što je čini otpornijom na habanje pri velikim brzinama rotacije i osigurava duži vijek trajanja alata. Tolerancija promjera rezanja je od +0,0000 do-0,0012 inča. Okrugla drška sadrži čitav niz držača alata. Krajnji rezači dizajnirani su za uklanjanje materijala i stvaranje višedimenzionalnih oblika i profila. Imaju vanjske rezne rubove i utore koji uklanjaju strugotine iz područja rezanja i propuštaju rashladne tekućine. Ako se toplina ne smanji učinkovito, rezni rubovi alata postaju Tupi i može doći do dodatnog nakupljanja materijala. Broj utora može varirati od dva do osam. Dizajn s dva utora omogućuje najučinkovitije uklanjanje strugotine, ali više utora omogućuje glatkiju završnu obradu. Drška je kraj alata koji drži držač alata ili alatni stroj. Središnji rezači mogu stvoriti trodimenzionalne oblike i profile te napraviti udubljene rezove slične bušilici. Krajnji rezači koji nisu centrirani dizajnirani su za primjene kao što su periferno glodanje i završna obrada, ali ne mogu izvoditi udubljene rezove. Dodatak-1 proizvodi svrdla, slavine, završne glodalice i rotirajuće alate. Tvrtka, osnovana 1981.godine, ima sjedište u Južnoj Koreji i ured u SAD-u u Vernon Hillsu u državi Illinois.
2016518 vrlo uska glodalica za urezivanje od 27 mm, dubina rezanja od 7 mm, 2 nastavka za pričvršćivanje ključa i rezača, 3 utora Bočni rezač je umetak od 95 do 100 do 7 do 9 do 601..
Uz visoku čvrstoću na savijanje i otpornost na habanje, posebno se koristi za rezanje visoke tvrdoće i velike brzine Pogodno za ugljični čelik, blagi legirani čelik, čelik za kalupe,
Središnje rezanje omogućuje ovim završnim glodalicama da buše komad na početku utora visoke performanse 1 ima sjedište u Južnoj Koreji Ovi središnji rezni krajnji rezači preporučuj
Ukupna duljina : 70 mm / 2,8 inča; Promjer rupe za bušenje : 10 mm / 0,4 inča Promjer rezanja : 9 mm / 0,35 inča; žljebovi : 4žljebovi Dubina rezanja : 30 mm / 1,2 inča; Naziv p
OVO JE NIKADA KORIŠTENA I POPRAVLJENA GLODALICA S DVOSTRUKIM KRAJEM OD STRANE PRODAVAČA .740INČNI 3 / 4INČNI 15 / 8INČNI 53 / 4INČNI 4UTORNI UTORI ODBIJENO ZBOG UDUBLJENJA ILI DRUG
Alati od tvrdog metala nude dugi vijek trajanja i veću brzinu rezanja od ostalih podloga, ali su krhkiji i moraju se koristiti s krutim sustavima za pričvršćivanje alata...
Karbidni krajnji rezači : visokoučinkoviti, svestrani karbidni krajnji rezači Optimizirani dizajn s 4 utora, asimetričnom promjenjivom spiralom i razmakom utora osigurava stabilnost i po
Pokrivenost Je Drugačija Vrsta mlina Smjer reznog, nagnutog, potopnog rezača Standard mlina od 844 inča pruža mjesto utora ili kosine za naknadne operacije bušenja To je premaz od metal
Naziv proizvoda : krajnji mlin; dizajn : Ravna drška, 2 utora Materijal : 0; promjer drške : 8 mm.promjer rezanja : 8 mm; duljina rezanja : 15 mm Ukupna duljina : 49 mm; Boja : srebrni ton
RIJEČ JE O 1 / 2 ZAVRŠNOM REZAČU KOJI JE POPRAVIO PRODAVAČ (UN .500) 1 / 2 INČA 3 INČA 51 / 8 "" UKUPNE DULJINE S 2 UTORA ZA SPIRALU S DESNE STRANE S JEDNIM KRAJEM I RAVNIM ZVIŽDUKO
Proizvodi se od visokokvalitetnog materijala, izdržljivog u uporabi 100% Potpuno novo i visokokvalitetno Dizajn s 3 utora s 3 utora, oštar rub i izvrsna otpornost na habanje pri velikim br
1286104 opće namjene 104 serije 92 inčne završne glodalice promjera 0,1250 inča, maksimalne dubine 0,5000 inča, duljine 1,5000 inča, cilindričnog karbida s ravnim drškom i 2 utora ZA
Dizajniran za brze metode glodanja (trohoidalno glodanje, glodanje ljuštenja i optimizirana gruba obrada) Neravnomjeran razmak utora za uklanjanje harmonika Priprema ruba za poboljšanje č
Naziv proizvoda : krajnji mlin; materijal : al Promjer rezanja : 10 mm / 0,39 inča; dubina rezanja : 26 mm / 1 inč Promjer drške : 10 mm / 0,39 inča; ukupna duljina : 69 mm / 2,7 inča
Mali dršci za glodalice većeg promjera pomoću umetaka od 8 mm (0,315 inča) omogućuju ugradnju u manje držače alata Predimenzionirane inačice od 590 poboljšavaju Pristupačnost i pru
Finišer opće namjene 4 utora, promjer rezanja 13 / 8", duljina rezanja 2" Sjajni čelik velike brzine Proizvedeno u SADu Stroj za završnu obradu opće namjene od 4 do 4 inča s 4 utora,
Rezanje izvan središta Sposoban za obradu očvrslih čelika tvrdoće do 67 inča Potpuni pregled Plmikrokrajnji rezači Jedinstveni dizajn omogućuje veće hranjenje i brzinu, povećavajuć
Uz visoku čvrstoću na savijanje i otpornost na habanje, posebno se koristi za rezanje visoke tvrdoće i velike brzine Visoka čvrstoća prianjanja, visoka otpornost na udarce, očita predn
NA SLICI DOBIVATE PLUGIN GLODALICU S KLIZNOM GLAVOM.PRODANO OD STRANE TVRTKE M & A, DEIGHTON, OHIO SPECIFIKACIJE PROIZVODA : STANJE : RABLJENE MODIFIKACIJE ALATNIH STROJEVA...
Krajnji rezač serije 9525210 serije 5550 promjera 0,6250", maksimalne dubine 2,6250", duljine 5,0000", cilindrični karbidni rezač s ravnim drškom i 5 utora ZAVRŠNA FRAISE 5 V0 E 5 / 8x5
Alati od tvrdog metala nude dugi vijek trajanja i veću brzinu rezanja od ostalih podloga, ali su krhkiji i moraju se koristiti s krutim sustavima za pričvršćivanje alata Neobloženi alat
Naziv proizvoda : krajnji mlin; dizajn : 4 utora Materijal : inča; promjer rezanja : 6 mm / 0,24 inča Dubina rezanja : 20 mm / 0,8 inča; Promjer rupe za bušenje : 6 mm / 0,24 inča...
Sirovine su laboratorijski testirane i certificirane Precizni CNC stroj brušen prema vodećim zahtjevima u industriji Stabilna kvaliteta i predvidljive performanse Zemlja podrijetla : Sjedi
Alati od čelika velike brzine prikladni su za većinu primjena opće namjene, pružajući kombinaciju tvrdoće i žilavosti za otpornost na habanje Dostupno u poliranom završnom sloju...